The Yankee hood is an essential tool in the drying of tissue, towel and specialty paper grades. The physical condition of its components has a significant bearing on the machine’s overall productivity.
A great deal of future maintenance can be reduced by:
- Making the drying system easier to understand and instructing the operating personnel on its proper use
- Incorporating design features that require little or no maintenance
- Designing the system for maximum accessibility
Similarly, day-to-day operating of the Yankee hood is critical in determining the level of routine maintenance required and the system’s life expectancy. Here are some guidelines to ensure a minimum maintenance Yankee hood system. It’s comprised of three material groups: the Yankee hood, the ductwork, and the process control system.
THE YANKEE HOOD
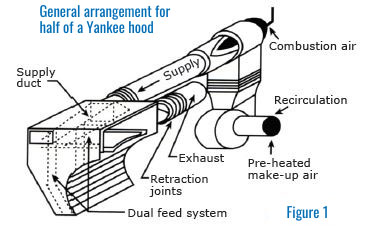
Figure 1 outlines the general arrangement for half of a Yankee hood. Supply air is fed through a hood supply duct, down through a series of duct feeds, and out to a system of nozzle plenums. All components of this internal hood supply system should have quick-release access doors to allow for routine inspection during shutdowns.
The outside of the hood has tongue and groove panels (Figure 2), with access doors to make it more convenient to service the inside of the hood (exhaust) plenum. All tissue operations experience some degree of dust accumulation. If the hoods are run at less than 500°F for an extended period, these fibres are not incinerated within the hood. Instead, they can plug the drying nozzles, which causes a gradual loss of production. Therefore, the hoods must be vacuumed or blown out periodically during the major shutdowns, following a thorough visual inspection. Dust collection is particularly prevalent in steam-heated systems (Gas-fired air systems are not as prone to dust problems since they are usually operated at a temperature above 650°F for fiber incineration in the supply and return ducting systems). Yearly physical inspections of the hood are required to ensure that the supply air does not short-circuit into the exhaust plenum (e.g. access doors not tightly closed, cracks in supply feeds or impingement boxes, etc).
The lower quarter of the wet end hood should be entirely made of stainless steel because this area must withstand wet environments. Finally, a checkered plate on top of each hood will help to prevent damage to top panel seals. Damage of this kind can leave gaps in the panel joints, which allows the exhaust plenum air to short circuit.
Hood profiling used to be an important tool for improving paper quality and uniformity in the cross-machine direction. A routine maintenance inspection should confirm that all hood profiling positioners and operators are functioning correctly in a remote control system. Nowadays, profiling tools, like steam showers, are much more efficient. Since profiling with impingement air implies a reduction in drying capacity, the hood profiling usage should be questioned, and profiling dampers readjusted to maximize the hood drying efficiency.
Jactuator systems are used primarily to retract the hoods during sheet breaks. They are screw-type actuators, typically driven by air or electric motors. They drive gearboxes, which in turn drive lineshafts interconnecting the tending and drive side jactuator. The following routine maintenance should be performed monthly on the jactuator retraction mechanism:
- Lubricate the jactuator gearbox with extreme pressure grease (EP No.1)
- Check the threads and carriage of the jactuator and ensure that the moving parts are kept lubricated at all times
- Keep the protective casing over the jactuator screw. Clean the air motors, wheels, and wheel ramps of any dust
- Lubricate the air motor bearings
- Check the motor air sets regulator, filter, and lubricator
- Check and lubricate the cross shaft bearings
Source: Enerquin